
MODULO TUBERIAS O CAÑOS Y SISTEMAS DE UNION EN REFRIGERACION Y CLIMATIZACION
ING ANTONIO FAVIO OSPINO MARTINEZ
CANAL YOUTUBE: ANTONIO OSPINO
TABLA DE CONTENIDO DEL MODULO.
1. MATERIALES PARA TUBERIAS DE
REFRIGERACION, ACOPLES Y UNIONES
1.1. CLASIFICACION DE TUBOS DE
COBRE
1.2. CORTE DEL TUBO DE COBRE Y
CAPILARES
1.3. DOBLADO DE TUBOS FLEXIBLES
1.4. METODOS PARA UNION DE TUBOS O
CAÑOS
1.4.1. UNIONES MECÁNICAS POR RACOR
1.4.1.2. RACOR B – 42 DE DOS VIAS
1.4.1.3. RACOR B – 44 TRES VIAS
1.4.1.4. RACOR B – 45 TRES VIAS
1.4.1.5. RACOR B – 46 DOS VIAS
1.4.1.6. RACOR B – 48 DE DOS VIAS
1.4.1.8. RACOR B – 55 DOS VIAS
1.7. INTRODUCCION A LA SOLDADURA
1.7.2. IDENTIFICACION DE MATERIALES
FERROSOS Y NO FERROSOS
1.7.4. NOMENCLATURA DE ALEACIONES
NO FERROSAS
1.8. ALGUNAS PROPIEDADES MECANICAS
DE LOS MATERIALES
1.8.1. RESISTENCIA A LA TENSIÓN
1.8.2. RESISTENCIA A LA COMPRESIÓN
1.9.1. TIPOS DE SOLDADURA COMUNES
1.9.1.2. SOLDADURA POR FRICCION.
1.9.1.3. SOLDADURA OXIACETILENICA.
1.9.1.5. SOLDADURA POR RESISTENCIA
1.9.1.7. SOLDADURA POR ARCO
ELECTRICO.
1.9.1.8. SOLDADURA CON ELECTRODO DE
CARBONO.
1.9.1.11. SOLDADURA ARCO SUMERGIDO.
1.9.1.12. SOLDADURA POR ARCO
ELECTRICO CON ELECTRODO REVESTIDO.
1.10.1. EQUIPOS Y MATERIALES
BASICOS
1.10.1.2. CILINDRO DE ACETILENO
1.10.1.3. REGULADORES DE PRESIÓN
1.10.1.5. EMSAMBLE DEL SOPLETE
1.10.1.6. BOQUILLA PARA SOLDAR
1.10.1.7. ENCENDEDOR DE CHISPA O
PEDERNAL
1.10.1.8. MATERIAL PARA SOLDAR
1.10.1.9. VALVULAS ANTIRRETORNO DE
FLAMA
1.10.2. SOLDADURA ENTRE ACERO Y
COBRE.
1.10.4. MEDIDAS DE SEGURIDAD PARA
SOLDAR CON GAS
1.10.5. PROCEDIMIENTO PARA SOLDAR
TUBOS DE COBRE CON ACETILENO.
1.10.5.1. INSTALACION DEL EQUIPO
1.10.5.2. PROCESO DE SOLDADURA DE
TUBOS DE COBRE
1.10.5.3. DESCONEXION DEL EQUIPO
1.11. SOLDADURA PORTATIL CON GAS
MAPP
1.12. ACCESORIOS PARA UNIONES
SOLDADAS EN TUBERIAS DE COBRE.
1.13. VARILLAS DE APORTE PARA
SOLDADURAS FUERTES
1.14. FALLAS COMUNES EN LA
SOLDADURA CON TRASLAPE
1.14.1. FALTA DE PENETRACIÓN DEL
MATERIAL DE ADICION
1.14.2. OBSTRUCCION DE LA
TUBULACION
1.14.3. QUIEBRA, FRAGILIZACIÓIN Y
POROSIDAD
1.14.4. POCA ADHERENCIA DEL
MATERIAL DE APORTE.
1.15. TENDIDO CONFIGURACION O
TRAZADO DE TUBERIAS EN REFRIGERACION
1.15.2. VELOCIDAD DEL GAS Y RETORNO
DE ACEITE AL COMPRESOR
1.15.3. ARREGLO Y DISTRIBUCION DE
LAS TUBERIAS EN SISTEMAS DE REFRIGERACION
1.15.12. ARREGLOS DE TUBERIAS EN
SITUACIONES ESPECIALES
1.17. HERRAMIENTAS, EQUIPOS E
INSTRUMENTACION DE USO COMUN EN LAS TAREAS DE REFRIGERACION
1.17.1. HERRAMIENTAS ELECTRICAS
1.17.3. EQUIPOS E INSTRUMENTACION
1.
MATERIALES PARA TUBERIAS DE REFRIGERACION, ACOPLES Y UNIONES
La mayoría de la tubería usada en
refrigeración y aires acondicionados se hace de cobre, pero también puede ser
de aluminio sobre todo en serpentines. La tubería de acero se usa para
ensamblar sistemas de refrigeración muy grandes donde se necesitan tuberías de
alto espesor.
En el trabajo moderno de refrigeración, no
se usan tuberías de acero roscadas ya que no pueden hacerse a pruebas de fugas,
estos sistemas son soldados y los acoples se hacen con bridas.
El término TUBO se emplea para materiales
de pared delgada. Los tamaños de los tubos se expresan en términos del diámetro
exterior del mismo.
El término TUBERIA se emplea para
materiales de pared gruesa. El tamaño de las tubería se expresa en términos de
su diámetro interior.
Existen dos tipos de tubos usaos en
refrigeración: los rígidos y los flexibles:

|
|
|

Los tubos rígidas son empleados por lo
general en sistemas comerciales a industriales de refrigeración y
climatización; entre sus características están:
•
Requieren
de accesorios como codos, tees, reducciones, etc.
•
Son
estéticos en su montaje.
•
Se
designan por el diámetro nominal que es menor que el diámetro exterior real de
la tubería.
Los tubos flexibles son empleados por lo
general en sistemas domésticos a comerciales de refrigeración y climatización;
entre sus características están:
•
Fáciles
para darles formas.
•
No
son muy estéticos en su montaje.
•
Pueden
emplear accesorios con unión con soldadura o con racores.
•
Se
designan por el diámetro exterior de la tubería.
1.1.
CLASIFICACION DE TUBOS DE COBRE
El
tubo de cobre tiene tres clasificaciones:
·
K:
Tubo de pared gruesa, empleados en sistemas de agua, sistemas de climatización,
aire comprimido, gas natural etc.
·
L:
Tubo de pared media, empleados para agua domiciliaria,
·
M:
Tubo de pared delgada, empleados para sistemas de agua domiciliaria.
·
ACR:
Para sistemas de refrigeración y aire acondicionado.
El tubo tipo M no se emplea en líneas de
refrigerante a presión por seguridad. Sin embargo, es empleado en líneas de
drenaje u otras necesidades donde la presión no es muy alta.
CUADRO 1.
CLASIFICACION TUBOS DE COBRE RIGIDOS TIPO M

CUADRO 2. TUBERIA RIGIDA TIPO L

CUADRO 3. TUBERIA RIGIDA TIPO K

CUADRO
4. TUBERIA ACR RIGIDA

CUADRO
5. TUBOS ACR FLEXIBLE

CUADRO
6. TUBOS FLEXIBLES TIPO L.

CUADRO
7. TUBOS FLEXIBLES TIPO K

CUADRO
8. ESPECIFICACIONES DIN PARA TUBERIAS DE COBRE
|
TUBO ( OD ) DIÁMETRO EXTERIOR EN PLG |
CODIGO DN |
|
1/8” |
6 |
|
¼” |
8 |
|
5/16” |
|
|
3/8” |
10 |
|
½” |
15 |
|
5/8” |
|
|
¾” |
20 |
|
7/8” |
|
|
1” |
25 |
|
1 – ¼” |
32 |
|
1 – ½” |
40 |
|
2” |
50 |
|
2 – ½” |
65 |
|
3” |
80 |
|
3 – ½” |
90 |
|
4” |
100 |
|
5” |
125 |
CUADRO
9. CAPILARES
|
NOMENCLATURA |
DIÁMETRO EXTERIOR EN mm |
DIAMTRO INTERIOR EN mm |
DIÁMETRO EXTERIOR EN IN |
DIAMETRO INTERIOR EN IN |
USO |
|
026 |
1.8 |
0.6604 |
0.072 |
0.026 |
NEVERAS |
|
031 |
2.1 |
0.7874 |
0.083 |
0.031 |
NEVERAS |
|
036 |
2.38 |
0.9144 |
0.094 |
0.036 |
NEVERAS |
|
042 |
2.76 |
1.058 |
0.109 |
0.042 |
BOTELLEROS |
|
044 |
2.76 |
1.1 |
0.109 |
0.044 |
BOTELLEROS |
|
049 |
|
1.2446 |
|
0.049 |
BOTELLEROS |
|
050 |
2.9 |
1.2700 |
0.114 |
0.050 |
BOTELLEROS |
|
054 |
2.9 |
1.3716 |
7/64” |
0.054 |
AIRE
ACONDICIONADO |
|
059 |
2.9 |
1.5 |
15/128” |
0.059 |
AIRE
ACONDICIONADO |
|
064 |
3.1 |
1.6255 |
0.125 |
0.064 |
AIRE
ACONDICIONADO |
|
070 |
3.1 |
1.7780 |
0.125 |
0.070 |
AIRE
ACONDICIONADO |
|
075 |
|
1.9050 |
|
0.075 |
AIRE ACONDICIONADO |
|
080 |
|
2.0320 |
|
0.080 |
AIRE
ACONDICIONADO |
|
085 |
|
2.1590 |
|
0.085 |
AIRE
ACONDICIONADO |
Ver video:
GENERALIDADES DE TUBERIAS DE COBRE EN REFRIGERACION
1.2.
CORTE DEL TUBO DE COBRE Y CAPILARES
Se recomienda emplear los cortatubos de
rodaja. El cortador se posiciona sobre le tubo en el punto de corte apropiado.
Al ajustar la perilla de corte se apoya contra el tubo. Luego se rota una
vuelta el cortador y se ajusta por cada vuelta que se da y así progresivamente
hasta que se corte el tubo. Este corte siempre genera una rebaba interna en el
tubo cortado, un escariador se utiliza para remover dicha rebaba después el
corte.

|
|
|

Un segundo método no muy recomendado es
empleado una segueta; esta debe tener al menos 32 dientes por pulgada para
asegurar un corte suave. Trate de evitar que las limaduras entren en el tubo
que se va a usar.
Ver
video:
PROCESO DE CORTE DE TUBOS DE COBRE EN REFRIGERACION
Para el corte de capilares se usa una
pinza corta capilar, la cual se coloca en posición de 45 grados aproximadamente
con relación al eje del capilar para efectuar el corte.

Ver video:
PROCESO DE CORTE DE CAPILARES EN REFRIGERACION
1.3.
DOBLADO DE TUBOS FLEXIBLES
El doblado puede hacerse a mano pero no
puede quedar muy estético, para lo cual se emplean dobladoras radiales de tubos
el cual ya tiene dimensionado la curvatura del mismo para los diferentes
diámetros de tubos. Esta herramienta la hay mono tubular y multitubular, tal
como se observa:

|
|
|

Entre las partes de esta herramienta
están:

La escala angular determina el ángulo de
doblado del tubo, mientras que la escala de alineación, es para cumplir con las
dimensiones o longitudes requeridas dependiendo si el ángulo de doblado es de
45º , 60º, 90º o 180º .
En los planos de montaje de tuberías, se
trabaja por lo general midiendo las distancias de los ejes de tuberías,
entonces para ello se usa la escala de alineación, vemos unos ejemplos:
En el siguiente caso se desea tener las
siguientes distancias para un tubo que se va a doblar en un ángulo de 45º

Lo primero que hay que hacer es medir la
distancia requerida, que para el caso es de 10 centímetros:

A continuación, se coloca el tubo en la
dobladora y haga alinea primeramente el cero ( 0 ) de la barra móvil con el
cero de la escala angular de la barra fija, después, la señalización o marca de
la distancia de 10 centímetros con la líneas de 45 de la escala de la barra
móvil, tal como se observa:

A continuación, realice el doblado del
tubo hasta que el cero ( 0 ) de la barra móvil concuerde con el 45 de la barra
fija, tal como se observa:

Puede verificar las dimensiones obtenidas:

En el siguiente caso se desea tener las
siguientes distancias para un tubo que se va a doblar en un ángulo de 60º

Lo primero que hay que hacer es medir la
distancia requerida, que para el caso es de 10 centímetros:

A continuación, se coloca el tubo en la
dobladora y haga alinea primeramente el cero ( 0 ) de la barra móvil con el
cero de la escala angular de la barra fija, después, la señalización o marca de
la distancia de 10 centímetros con la líneas de R de la escala de la barra
móvil, tal como se observa:

A continuación, realice el doblado del
tubo hasta que el cero ( 0 ) de la barra móvil concuerde con el 60 de la barra
fija, tal como se observa:

Puede verificar las dimensiones obtenidas:

En el siguiente caso se desea tener las
siguientes distancias para un tubo que se va a doblar en un ángulo de 90º o de
180º


Lo primero que hay que hacer es medir la
distancia requerida, que para el caso es de 10 centímetros:

A continuación, se coloca el tubo en la
dobladora y haga alinea primeramente el cero ( 0 ) de la barra móvil con el
cero de la escala angular de la barra fija, después, la señalización o marca de
la distancia de 10 centímetros con la líneas de L de la escala de la barra
móvil, tal como se observa:

A continuación, realice el doblado del
tubo hasta que el cero ( 0 ) de la barra móvil concuerde con el 90 o 180 de la
barra fija, tal como se observa:


Puede verificar las dimensiones obtenidas:

En ausencia de un doblador de tubos, se
puede emplear un juego de resortes para doblar tubos, estos resortes se
introducen en el interior del tubo a doblar y después de ello se dobla el tubo.
El resorte es extraído más tarde. Con esto se evita que el tubo se achate en el
proceso de doblado.

|
|
|

Ver video:
1.4.
METODOS PARA UNION DE TUBOS O CAÑOS
Los métodos comunes para unir tubos en
refrigeración están los procesos de soldadura y las uniones mecánicas con
racores.
1.4.1.
UNIONES MECÁNICAS POR RACOR
Un racor en un elemento fabricado en
latón, el cual se introduce en un tubo de cobre, al cual mas tarde se le hace
un acampanamiento mediante el uso de un prenza abocinadora o abocardadora, de
esta forma queda el tubo con un extremo para roscar.

Para realizar el abocinado, abocardado o
acampanamiento del tubo de cobre, se usan diferentes herramientas, llamadas prensas
de abocinado o acampanamiento, a continuación, se muestran de varios modelos.

Ver video:
USO DE ALICATES PARA ABOCINADO DE TUBOS

Ver video:
ABOCINADOR EXCENTRICO DE TUBOS DE COBRE

|
|
|
El proceso consiste en sujetar el tubo de
cobre en la prensa, para que después un cono realice la deformación del extremo
del tubo en forma de campana:

En las siguientes figuras podemos ver
partes del procedimiento:
|
|

Para
realizar un buen abocinamiento, es importante tener en cuenta la distancia la
cual debe sobrepasar el tubo sobre la base de la prensa:

|
DIAMETRO TUBO EN PLG |
ALTURA H EN mm |
|
¼
|
0.5 A 1 |
|
3/8
|
0.5 A 1 |
|
½
|
1 A 1.5 |
|
5/8
|
1 A 1.5 |
|
¾
|
1.5 A 2 |
|
7/8
|
1.5 A 2 |
Ver videos:
USO DE PRENZA ESTÁNDAR PARA ABOCINAR TUBOS DE COBRE
Hay otros accesorios que se acoplan a los
taladros para hacer el proceso de acampanamiento, como los que vemos a
continuación:

Estas piezas se acoplan a un taladro que
se coloca en el tubo y se ejecuta el proceso de acampanamiento:

Ver
video:
A
continuación, relacionamos algunos racores empleados en refrigeración:
1.4.1.1.
RACOR B – 41
Sirve para unir juntas con acampanamiento
o abocardado, se especifican por el diámetro del tubo que entra por su extremo
no roscado. Por ejemplo, Un racor B – 41 Hembra de 3/8” es un racor en el que
por su extremo no roscado entra sin problema un tubo de cobre de 3/8”.

1.4.1.2.
RACOR B – 42 DE DOS VIAS

1.4.1.3.
RACOR B – 44 TRES VIAS
Racor tres vías o roscas externas con reborde JIC para emplear con racor B - 41, se emplea para hacer bifurcaciones de tubería o para conectar una boquilla de servicio en cualquier parte del sistema. Une tubos de igual diámetro en un ángulo de 180º y el otro en un ángulo de 90º. Su referencia radica en el diámetro del tubo que va a unir. Ejemplo Racor B – 44 macho de 3/8”

1.4.1.4.
RACOR B – 45 TRES VIAS
Racor tres vías dos roscas externas con
reborde JIC para unión entre tubos de igual diámetro con expandir y racor B –
41 y una rosca externa tipo NPT. Su referencia radica en el diámetro del tubo
que va a unir. Ejemplo Racor B – 45 macho de 3/8”

1.4.1.5.
RACOR B – 46 DOS VIAS
Racor dos vías para unión entre racor B-41 o rosca externa con reborde JIC y un accesorio con rosca tipo NPT macho u otro tipo de rosca para acampanamiento macho o flare. Se emplea mucho en la unión de accesorios con rosca NPT a una tubería o sistema de expandir. Su referencia radica en el diámetro del tubo que va a unir. Ejemplo Racor B – 45 macho de 3/8”

1.4.1.6.
RACOR B – 48 DE DOS VIAS
Racor dos vías una para emplear con acampanamiento
o rosca externa con reborde JIC y la otra para rosca NPT, se emplea para hacer
uniones de tubos de diferentes diámetros en un ángulo de 180º con accesorios de
rosca NPT tales como válvulas de control de flujo, medidores, etc. Su
referencia radica en los diámetros de tubos que va a unir. Ejemplo Racor B – 48
macho de 3/8” X ¼”

1.4.1.7.
RACOR B-49
Racor dos vias una para emplear con
expander o rosca externa con reborde JIC y la otra para rosca NPT, se emplea
para hacer uniones de tubos de diferentes diámetros en un ángulo de 90º con
accesorios de rosca NPT tales como válvulas de control de flujo, medidores,
etc. Su referencia radica en los diámetros de tubos que va a unir. Ejemplo Racor
B – 49 de 3/8” X 3/8”

1.4.1.8.
RACOR B – 55 DOS VIAS
Racor
dos vías para hacer unión entre tubos de igual diámetro con acampanamiento y
racor B – 41 en un ángulo de 90º o ambas roscas externas con reborde JIC. Su
referencia radica en el diámetro del tubo que va a unir. Ejemplo Racor B – 55
macho de 3/8”

1.4.1.0.
RACOR TAPON B-20
Tapón en latón con rosca externa
cilíndrica paralela. Con medidas de ¼, 3/16, 3/8 y 5/16, ½, 5/8

1.5.
UNIONES POR SOLDADURA
Para unir tubos de un mismo diámetro se
emplea una técnica llamada Traslape, la cual consiste en ensanchar uno de los
tubos que se llamará HEMBRA en el cual introduciremos la otra parte del tubo
sin ensanchar que ahora lo llamaremos MACHO. Dicho ensanche se hace con
Punzones de Traslape u otras herramientas, los cuales vienen hechos para cada
tubo de acuerdo a su diámetro.
|
|
|


|
|
|
Ver video:
USO DE HERRAMIENTA ENSANCHAMIENTO MANUAL TODO EN UNO
También se tiene una herramienta de
accionamiento manual con copas con las dimensiones de los tubos que puede
ensanchar:


Ver video:
USO DE HERRAMIENTA MANUAL PARA ENSANCHAMIENTO O TRASLAPE DE TUBOS DE COBRE MULTICOPAS
También se tiene esta herramienta ensanchadora
de tubos con accionamiento hidráulico:

Tenemos los tradicionales punzones de ensanchamiento
o traslape de uso con martillo:


Ver video:
TRASLAPE O ENSANCHAMIENTO DE TUBOS CON PRENSA ESTÁNDAR Y PUNZONES
También hay herramientas para uso con
taladro como las que vemos a continuación:

El procedimiento es similar al que se
ejecuta cuando se hace un acampanamiento con este tipo de herramientas:

Ver videos:
EXPANSOR ROTATIVO PARA EL ENSANCHAMIENTO O TRASLAPE DE TUBOS DE COBRE CON TALADRO
También se tiene un expansor todo en 1 con hasta 5 medidas
de tubos diferentes, tal como se observa:
Ver video:
EXPANSOR O ENSANCHADOR DE TUBOS DE COBRE 5 EN 1 PARA USO CON TALADRO

1.8.
ALGUNAS PROPIEDADES MECANICAS DE LOS MATERIALES
1.8.1.
RESISTENCIA A LA TENSIÓN
Tiene que ver con la resistencia que
oponen los materiales a ser estirados y después fracturarse debido a esa
tensión. Como para poder estirar esos materiales se le debe aplicar una fuerza
y lo que se opone es un área, las unidades de resistencia a tensión son iguales
a las de presión.

1.8.2.
RESISTENCIA A LA COMPRESIÓN
Tiene que ver con la resistencia que
oponen los materiales a ser comprimidos o aplastados y después fracturarse
debido a esa compresión. Como para poder comprimir esos materiales se le debe
aplicar una fuerza y lo que se opone es un área, las unidades de resistencia a
compresión y tensión son iguales a las de presión.

1.8.3.
TENACIDAD
Tiene
que ver con la resistencia que tienen los elementos ante impactos.

1.8.4.
DUREZA
Tiene que ver con la resistencia que
tienen los elementos a ser rayados o penetrados. Generalmente los materiales
duros son frágiles y tienen baja ductilidad. Las unidades de dureza más comunes
son las BRINELL Y ROCKWELL. La dureza se correlaciona con la resistencia al
desgaste.

1.8.5.
DUCTILIDAD
Es
la propiedad que tiene los materiales a ser deformados. Generalmente los
materiales dúctiles tienen buena tenacidad y baja dureza.
1.9.
SOLDADURA
Es la unión de dos o más materiales entre
sí, en tal forma que queden como una sola pieza. En términos más técnicos la
soldadura es una coalescencia localizada de metal, donde ésta es producida por
calentamiento a una temperatura adecuada con o sin aplicación de presión y con
o sin el uso de material de aporte.
La industria y la ciencia han tratado de
usar todas las clases de energía conocidas para unir o soldar metales. Las
clases de energía se pueden clasificar en cuatro grupos como son: Eléctrica,
Mecánica, Química y Óptica.
|
FUENTE DE
ENERGIA |
ELECTRICA |
ARCO |
|
RESISTENCIA |
||
|
RADIACION POR
ARCO |
||
|
FLUJO
CONDUCTOR |
||
|
INDUCCION |
||
|
QUIMICA |
OXICOMBUSTIBLE |
|
|
TERMITA |
||
|
DISOCIACION
DE HIDROGENO |
||
|
OPTICA |
LASER |
|
|
RAYO DE
ELECTRONES |
||
|
MECANICA |
FRICCION |
|
|
ULTRASONICA |
1.9.1.
TIPOS DE SOLDADURA COMUNES
1.9.1.1.
SOLDADURA POR FORJA.
Proceso en el cual las partes a unir son
llevadas a estado pastoso, por medio de un calentamiento ya sea de hornos,
sopletes, etc. La suelda o unión se completa por medio de golpes a presión.
Este proceso tiene dos variaciones: Soldadura por martillo, donde las piezas
son unidas a golpe por un martillo manual o mecánico; Soldadura por Dados,
donde la unión es obtenida por medio de dados o rodillos. Se emplea en el
proceso de fabricación de tubería con costura.

1.9.1.2.
SOLDADURA POR FRICCION.
Se produce la unión entre dos piezas
empleando el calor generado por la fricción obtenida entre un elemento en
rotación y uno estacionario, sujetos a fuerza de contacto.

1.9.1.3.
SOLDADURA OXIACETILENICA.
El calor es generado por la reacción
química entre el combustible acetileno y el oxigeno, que produce una flama que
funde los materiales a unir o el material de aporte para hacer la suelda.

1.9.1.4.
SOLDADURA TERMITA.
Se basa en la mezcla física de aluminio en
polvo y óxido de hierro en una proporción de
8 Al + 3 Fe3 O4 è 9 Fe + 4 Al2
O3 + Calor
Este procedimiento, debido a su gran
semejanza con la producción de aceros, se emplea para trabajos de reparación de
maquinaria pesada y en trabajos donde las secciones a soldar son muy grandes.

1.9.1.5.
SOLDADURA POR RESISTENCIA
Su principio radica en la aplicación de
presión entre las piezas a unir y el calor obtenido de la resistencia eléctrica
del material debido al paso de una corriente eléctrica.

1.9.1.6.
SOLDADURA POR PUNTO.
Es la modalidad más sencilla de soldadura
eléctrica, se tienen dos electrodos con puntos de contacto reducidos y se
obtiene sueldas entre
·
Es
rápido
·
Fácil
de usar
Y las siguientes desventajas:
·
La
vida corta de los electrodos.
·
Las
puntas de los electrodos se deforman con el tiempo de uso.
·
Se
efectúa una unión a la vez

|
|

1.9.1.7.
SOLDADURA POR ARCO ELECTRICO.
En este proceso la coalescencia es
producida por el calentamiento generado con un arco eléctrico, obtenido entre
el material de trabajo y un electrodo con o sin aplicación de presión y con o
sin uso de materiales de aportación.

1.9.1.8.
SOLDADURA CON ELECTRODO DE CARBONO.
En este tipo de soldadura el electrodo es
de carbono y se utilizaba única y exclusivamente para generar el arco eléctrico
y por consiguiente la fuente de calor. Se puede utilizar o no material de
aporte.
1.9.1.9.
SOLDADURA TIG
Este proceso emplea electrodo de Tungsteno
colocado en una boquilla especial, la cual se suministra un gas inerte a baja
presión ( Argón, helio, CO2 ) que garantiza un flujo suficiente para
rodear el arco y el metal fundido, y de esta manera, protegerlo de la
atmósfera. El electrodo de Tungsteno, al igual que el de carbón, sólo mantiene
el arco eléctrico y no se consume, por tanto el material de aporte se entrega
por separado.

1.9.1.10.
SOLDADURA MIG
Es un proceso similar al TIG, pero la
diferencia radica en que el electrodo en este proceso no es de Tungsteno sino
de un material consumible, el cual a un mismo tiempo mantiene el arco eléctrico
y suministra continuamente el material de aportación, mientras que el metal
fundido tanto del electrodo como del trabajo, está protegido de la atmósfera,
por la acción del gas inerte.

1.9.1.11.
SOLDADURA ARCO SUMERGIDO.
En este proceso el arco eléctrico es
mantenido debajo de un fundente granular; dicho fundente se aplica
simultáneamente con el electrodo que proviene de un carrete en forma continua,
el cual a medida que va siendo alimentado va siendo alimentado automáticamente.
El arco queda sumergido bajo el fundente y por tanto solo quedan visibles
pequeñas llamas.

1.9.1.12.
SOLDADURA POR ARCO ELECTRICO CON ELECTRODO REVESTIDO.
El calentamiento es producido por un arco
eléctrico generado entre el electrodo y la pieza de trabajo. La protección de
la soldadura es obtenida por la descomposición del revestimiento del
electrodo,; no se usa presión y el metal de aporte es suministrado por el
electrodo.
El revestimiento del electrodo contiene
elementos químicos que aportan al proceso de soldar unas características que de
una u otra forma ayudan a la buena calidad de la suelda como:
·
Atmósfera
protectora.
·
Estabilidad
y penetración del arco.
·
Remoción
de impurezas del metal fundido.
·
Prevención
contra oxidación.
·
Control
de la rata de enfriamiento del metal de la soldadura.
·
Adición
de elementos aleantes.

1.10.
SOLDADURA OXIACETILENICA EN REFRIGERACION
Se hace la soldadura por gas quemando un
gas combustible con aire u oxígeno en una llama concentrada de alta
temperatura. Como sucede con otros medios de soldadura, el propósito de la
llama es calentar y fundir el metal base y el de aporte de una junta.
En la soldadura con gas se incluyen los
procesos de fusión, soldadura fuerte y soldadura blanca. Durante el proceso de
fusión se calientan tanto el material de soldadura como el metal común hasta
que llegan al estado líquido en el que se funden juntos o se funde uno solo de
ellos. El acetileno ( C2 H2 ) es el gas combustible más
ampliamente usado por la soldadura con gas, pero recientemente se ha
introducido un nuevo gas combustible llamado MAPP ( Multiacetileno – Propadieno
). El MAPP es más seguro y su valor es menor y no es tan explosivo como el
acetileno, también se puede emplear a presiones más altas. Otros gases
combustibles comerciales son el hidrógeno, el propano, el butano, el gas
natural.
La ventaja del acetileno es que con el
contacto con el oxigeno, proporciona una llama de alta temperatura que alcanza
inclusive los 3500 ºC. este gas es incoloro y tiene un olor dulzón que para
muchos es fastidioso. Se genera industrialmente por medio de una reacción
controlada de carburo de calcio en agua. El carburo de calcio es una sustancia
gris parecida a la piedra que se hace fundiendo piedra caliza y coque en un
horno eléctrico.
La desventaja principal de acetileno es
que es peligroso si no se maneja con cuidado. La ley obliga a que dicho gas
esté limitado a presiones de 100 a 140 KPa ( 15 a 20 Psi ) debido a que explota
a mas de 170 KPa ( 25 Psi ) y menos presión inclusive. Sin embargo es posible
almacenarlo con seguridad a 1.4 MPa ( 200 Psi ) si se disuelve en acetona
La mayoría de la soldadura por gas han sido
sustituida por la soldadura por resistencia y de arco eléctrico que son más
rápidas
1.10.1.
EQUIPOS Y MATERIALES BASICOS
Los materiales a emplear en este tipo de
soldadura son:
1.10.1.1.
CILINDRO DE OXIGENO
El oxigeno se suministra en cilindros de acero
con capacidad para 566,3 litros ( “0 pies cúbicos ) hasta 8494,9 litros ( 300
pies cúbicos ). La presión en estos cilindros de oxígeno es cercana a los
154,66 Kgf/cms2 ( 2200 Psi ) a 21,1 ºC ( 70 ºF ) hasta 4000 Psi.
|
|

1.10.1.2.
CILINDRO DE ACETILENO
Es un tanque de acero que contienen un
material poroso, como el asbesto, la medera de balsa, carbón de leña, fibra de
seda o lana de ceiba, impregnada de acetona con el fin de estabilizar el gas.
Puede adquirirse en cilindros de unos 17,6 Kgf/cms2 ( 250 Psi ) a
21.1 ºC ( 70 ºF ) hasta 400 Psi. Sin
esta sustancia estabilizante no sería posible usar el acetileno a presiones
superiores a unos 15 Psi.

|
|
1.10.1.3.
REGULADORES DE PRESIÓN
En este dispositivo se reduce la presión
del gas que viene de los cilindros. El regulador es una válvula operada con un
diafragma a la que es posible ajustar, de forma que solo deje salir el
suficiente gas fuera del tanque como para mantener la presión deseada en el
lado exterior. Por lo tanto, estos dispositivos sirven para dos finalidades: a)
reducir la presión del tanque y b) mantener la presión a un nivel constante.
El regulador se une a la válvula de cada
tanque por un racor o conector roscado. Al abrir la válvulas de los tanques, el
manómetro de cada tanque comenzará a marcar en indicará la presión a la que se
encuentra cada tanque. El tornillo que permite la entrada de los gases a las
mangueras se cierra hacia la izquierda, de modo que el embolo que asentado,
verificar esta condición antes de instalar los reguladores.


1.10.1.4.
MANGUERAS
Los reguladores se conectan al soplete por
medio de una manguera flexible, de diámetro pequeño. Los tamaños normales son
de 3/16” , ¼” y de 5/76” de diámetro interior. El diámetro que se requiere se
determina mediante la longitud de manguera y la presión de salida mínima. Una
manguera más grande tiene menos caída de presión pero se maneja con más
dificultad. Sencilla so dobles, se identifican cada manguera con un forro verde
o negro si es para oxigeno y rojo para el gas combustible. Las mangueras para
gas combustible tienen racores con rosca izquierda y las mangueras para oxigeno
tienen racores con rosca derecha.

|
|
1.10.1.5.
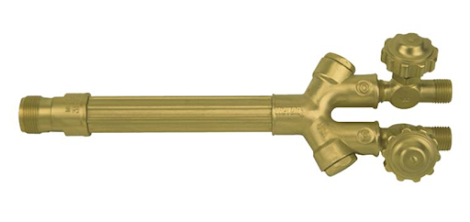
EMSAMBLE DEL SOPLETE
El soplete para soldar es la pieza más
importante en el equipo para soldar con gas. Está formado por válvulas
reguladoras, un cuerpo, una cabeza mezcladora y la boquilla. El soplete mezcla
y regula el flujo de gas para producir la flama que desee obtenerse. Consiste
en un cuerpo con dos válvulas, una cámara mezcladora y una boquilla o punta.
Dos válvulas reguladoras situadas en la parte posterior del soplete actúan como
ahogadores. Mientras se ajustan las válvulas de oxígeno y acetileno, fluyen los
gases hasta la cámara mezcladora y finamente, hacia la boquilla en donde se
efectúa la ignición.
Se fabrican dos tipos de soplete: el de
tipo de presión igual y el tipo inyector.
Soplete de igual presión o de presión
media: Exige el empleo de acetileno y oxigeno a igual presión, desde 1 hasta 15
psi. Cuando se trabaja con puntas de tamaño grande ( diámetro de agujero de
boquilla mayores de 0.070 pulgadas ), la presión del oxigeno puede llegar hasta
25 Psi mientras que la presión del gas combustible permanece inferior a 15 Psi.
Soplete inyector: Funciona con une presión
de acetileno a 1 Psi . La presión de oxigeno fluctúa entre 10 y 40 psi.
1.10.1.6.
BOQUILLA PARA SOLDAR
Cada cuerpo de soplete puede tener
boquillas de diferentes tamaños. El tamaño de la boquilla se mide en el
diámetro interior de la salida de boquilla. Los metales gruesos ( 3/16” ) o mas
gruesos necesitan el empleo de boquillas con diámetros de agujero de salida
superiores a

Dependiendo del espesor de la lámina
soldar, el tipo de boquilla difiere en tamaño, al igual que las presiones de
los reguladores o presiones de trabajo.
Cuadro 12. Aplicaciones de boquillas de
acuerdo al espesor de placa.
|
ESPESOR METAL EN IN |
TAMAÑO BOQUILLA BROCA Nº |
PRESION REGULADOR EN PSI |
|||
|
SOPLETE INYECTOR |
SOPLETE IGUAL PRESION |
||||
|
ACETILENO |
OXIGENO |
ACETILENO |
OXIGENO |
||
|
1/16 |
56 |
5 |
8 – 20 |
3 |
3 |
|
1/8 |
54 - 53 |
5 |
12 – 24 |
4 |
4 |
|
¼ |
50 - 46 |
5 |
20 – 29 |
6 |
6 |
|
1/2 |
40 |
5 |
29 - 34 |
8 |
8 |
OBSERVACION: Para soldadura de tubos de
cobre, se recomienda una presión de 5 Psi para el acetileno y de 40 Psi para el
oxígeno. La boquillas a emplear pueden ser la No 1 ( Para tubos de ¼” a ½” ) o
la No 3 para tubos de ¾” en adelante.
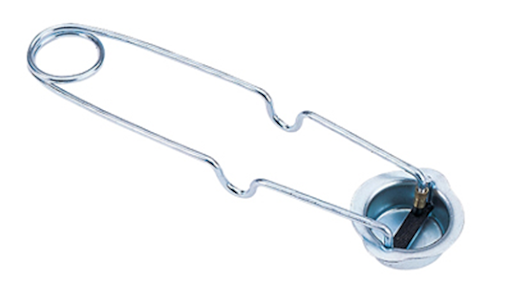
1.10.1.7.
ENCENDEDOR DE CHISPA O PEDERNAL
Esta formado por una piedra de encendedor
( pedernal ) y una lima de acero que produce una chispa con la cual se enciende
el soplete.
1.10.1.8.
MATERIAL PARA SOLDAR
Se usa una varilla de soldadura para
suministrar metal o material de soldadura para cubrir la junta por completo.
Una varilla para soldar a gas puede adquirirse en tamaños desde3 1/16” hasta ¼”
de diámetro y longitudes de aproximadamente 1 mts. A continuación se observara
una tabla con ciertos materiales y sus condicione para soldadura
oxiacetilenica:
CUADRO
13. DATOS PARA SOLDAR METALES CON SOLDADURA MEDIA
|
METAL A SOLDAR |
VARILLA PARA SOLDAR |
TIPO DE FLAMA |
NECESITA FUNDENTE |
|
ALEACION DE
ALUMINIO |
ALUMINIO |
CARBURANTE |
SI |
|
ALEACION DE
COBRE |
COBRE |
NEUTRAL |
NO |
|
ACERO
ESTRUCTURAL |
ACERO AL
CARBONO |
NEUTRAL O LIGERAMENTE
CARBURANTE |
NO |
|
ACERO
INOXIDABLE |
ACERO
INOXIDABLE |
NEUTRAL |
SI |
|
HIERRO COLADO |
HIERRO COLADO |
NEUTRAL |
SI |
CUADRO
14. DATOS PARA SOLDAR METALES CON SOLDADURA FUERTE
|
METAL A SOLDAR |
VARILLA PARA SOLDAR |
TIPO DE FLAMA |
NECESITA FUNDENTE |
|
ALEACION DE
ALUMINIO |
ALEACION DE
ALUMINIO Y SILICIO |
CARBURANTE |
SI |
|
ALEACION DE
COBRE |
SOLDADURA DE
PLATA |
NEUTRA O
LIGERAMENTE OXIDANTE |
SI |
|
ACERO
ESTRUCTURAL |
BRONCE |
LIGERAMENTE
OXIDANTE |
SI |
|
ACERO
INOXIDABLE |
ALEACION DE
NIQUEL Y PLATA |
NEUTRAL |
SI |
|
HIERRO COLADO |
BRONCE |
LIGERAMENTE
OXIDANTE |
SI |
1.10.1.9.
VALVULAS ANTIRRETORNO DE FLAMA
Se usan en los equipos de acetileno para
prevenir que los retrocesos de flujos de gases o llamas afecten los reguladores y cilindros de gases,
pudiendo ocurrir accidentes. El retroceso de llama , puede causar explosión en
mangueras o en cilindros, ocurre por:
•
Presiones
de gases insuficientes.
•
Boquillas
sobrecalentadas
•
Boquillas
obstruidas
Viene para ubicación en mangueras, soplete
y reguladores. Las más usadas son las de soplete.
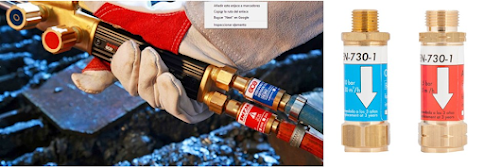
También se tienen las que se usan para los
reguladores:

1.10.2.
SOLDADURA ENTRE ACERO Y COBRE.
1.10.2.1.
METODO I
El acero hace parte también de los
sistemas de refrigeración, en especial los condensadores de neveras. Estos
sistemas vienen unidos con tuberías de cobre. Si emplea soldadura de plata y
sistema acetileno, esta no pega en el acero o muy difícilmente, después de una
excelente limpieza.
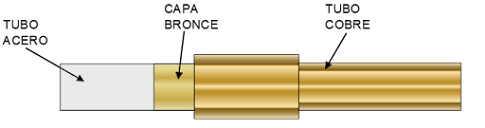
Para mejorar o facilitar esta unión, en
primera instancia y después de haber hecho una excelente limpieza en el tubo de
acero, se le aplica una ligera capa de bronce y después de ello se procede a
hacer la unión con el tubo de cobre empleando aporte de plata.

|
|
1.10.2.2.
METODO II
Consiste en hacer una excelente limpieza
con lija en el tubo de acero, después de ello aplicar un poco de fundente,
hacer la unión con el tubo de cobre y realizar la soldadura con la varilla tipo
Harris de plata.
1.10.3.
TIPOS DE FLAMA
1.103.1.
CARBURANTE:
Se
produce cuando existe un exceso de acetileno en la flama, se caracteriza por
tener un cono interior difuso y un color verdoso. No se recomienda porque
destruye o modifica las propiedades físicas de la soldadura.
1.10.3.2.
NEUTRAL:
Se
produce cuando el soplete quema cantidades iguales de oxigeno y acetileno, se
caracteriza porque la flama tiene un cono interior de color azul blancuzco o
luminoso con un toque de violeta rojizo en la punta.
1.10.3.3.
OXIDANTE:
Se
produce cuando existe un exceso de oxigeno en la flama, se caracteriza por
tener un cono interior puntiagudo de menor tamaño y menos luminoso. No se
recomienda pues posee alta temperatura y debilita la soldadura. Se conoce por
el zumbido de la flama.

1.10.4.
MEDIDAS DE SEGURIDAD PARA SOLDAR CON GAS
· No permita que el
oxigeno a presión entre en contacto con aceites o grasas porque la reacción con
dichos elemento genera calor.
· Almacene los
cilindros en áreas destinadas para su fin.
· Mientras estén en
uso los tanques o cilindros, póngalos verticalmente y con le extremo de la
válvula hacia arriba.
· No dejar que el
acetileno entre en contacto con cobre, mercurio o plata sin alear, pueden
formar mezclas explosivas con el acetileno.
· No use acetileno a
presiones mayores de 15 Psi.
· Cuando comience a
abrir la válvula de oxigeno hágalo lentamente; después ábrala en forma total.
· No abra la válvula
del cilindro de acetileno más de una vuelta completa.
· No use ninguna
llave para abrir las válvulas del cilindro de oxigeno, ésta debe abrirse con la
mano.
· Use jabón y agua
para buscar fugas que pueda haber en las mangueras y sistemas múltiples.
· Mantenga las
chispas alejadas de las mangueras y de otros accesorios del equipo para soldar.
· Limpie con
frecuencia las puntas o boquillas para soldar y cortar, para que estén libres
de partículas metálicas.
· No haga el proceso
de soldadura sin usar los anteojos de seguridad y demás accesorios de seguridad
personal.
· Antes de soldar,
asegúrese que tiene buena ventilación.
1.10.5.
PROCEDIMIENTO PARA SOLDAR TUBOS DE COBRE CON ACETILENO.
1.10.5.1.
INSTALACION DEL EQUIPO
1.
Haber
tenido en cuenta las anteriores medidas de precaución.
2.
Maneje
con cuidado los cilindros.
3.
Mantenga
el pesado protector sobre las válvulas de ambos tanques mientras no se
encuentren en uso.
4.
Asegure
todos los tanques en su sitio empleando una cadena, antes de retirar la tapa de
protección.
5.
Abra
las válvulas de ambos tanques apenas lo suficiente para eliminar el polvo y
suciedad que hay en la base de dichas válvulas. Efectúe esta operación con
cuidado, sobre todo en el cilindro de oxigeno que esta a elevada presión.
6.
Verifique
que las asas de los reguladores que permiten el paso de los gases a las
mangueras este totalmente afuera ( es la condición de cierre de la misma ) y
gire libremente hacia la izquierda.
7.
Instale
cada regulador en su respectivo tanque y apriete el racor de unión de los
reguladores a las válvulas de los tanques. Verifique antes de instalar el
regulador, que el tanque de oxigeno que se este libre de grasas ni aceite.


8.
Proceda
a verificar que se encuentran limpias las conexiones para las mangueras.
9.
Instale
las mangueras a los reguladores.

10.
Instale
el soplete junto con las válvulas antiflama y la boquilla a emplear.

11.
Instale
el conjunto soplete a las mangueras.

12.
Verifique
que las asas de las válvulas del soplete giran libremente y ciérrelas
nuevamente.
13.
No
se pare en frente del regulador al abrir la válvula del tanque de oxigeno.
Algunos reguladores han explotado al abrir la válvula del tanque.
14.
La
válvula del tanque de oxigeno se abre primero lentamente hasta que el manómetro
marque la presión a la que está dicho tanque y después se abre aproximadamente de
dos a tres vueltas.

15.
La
válvula del tanque de acetileno se abre máximo una vuelta.

16.
Atornille
las asas de los reguladores de acetileno y oxigeno, cerrándolas hacia la
derecha hasta que quede la presión de funcionamiento deseada ( 4 a 5 Psi para
el acetileno y 30 a 40 Psi para el oxigeno ).

17.
Verifique
que no hay fugas en el sistema.
18.
Con
el encendedor en la mano abra la válvula de acetileno del soplete
aproximadamente media vuelta y prenda la flama en el extremo de la boquilla.

19.
Abra
la válvula de acetileno lentamente hasta que la flama deje de formar una
cantidad excesiva de humo y una longitud de flama de 15 a 25 cms
aproximadamente.
20.
Abra
la válvula de oxigeno del soplete lentamente hasta que se forme un cono
interior bien definido cerca de la boquilla o punta del soplete.

21.
Con
el soplete encendido, verifique las presiones del regulador para asegurarse que
sigan siendo correctas.
22.
Para
soldar uniones de cobre NUNCA emplee el cono para ello, ya que fundirá al
cobre, para calentar utilice el extremo de la flama.
23.
Establezca
el flujo de nitrógeno en el interior de las uniones a soldar para evitar
escorias en el interior de los mismos de la siguiente forma:




1.10.5.2.
PROCESO DE SOLDADURA DE TUBOS DE COBRE
1.
Determine
la longitud de varilla a emplear en la soldadura de acuerdo al diámetro
exterior del tubo macho.

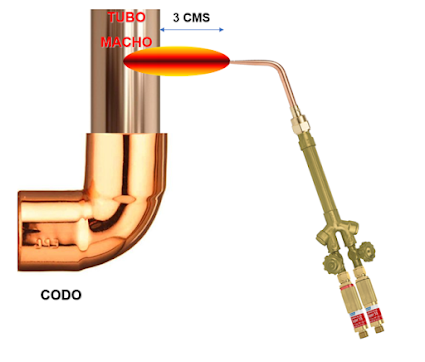
2.
Comience
calentando el tubo macho y después pase lentamente a calentar la unión de los
dos tubos. Puede calentar los alrededores de la unión para un calentamiento
uniforme del mismo

3.
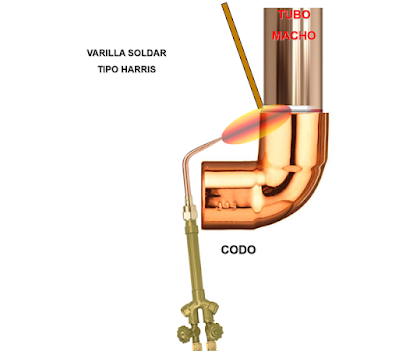
Cuando
la unión de los tubos comienza a tomar un color rosaceo, ponga la llama con una
inclinación de 45 grados, donde la flama medio toque la unión de los tubos y el
resto de la flama abrace al resto del tubo hembra; ahora coloque la varilla de
aporte en la unión de los tubos formando un ángulo de 90 grados con la
boquilla, la soldadura fluirá por la unión.


4.
Ahora
coloque la flama hora a 180 grados de la posición inicial de soldadura ( para
tubos de ½ pulgada o menores ) y en posiciones de 90, 180 y 270 grados de la posición inicial (
para tuberías mayores de ½ pulgada ) , colocando aporte en cada posición.
.
1.10.5.3.
DESCONEXION DEL EQUIPO
Para
desconectar el equipo se siguen los siguientes pasos:
1.
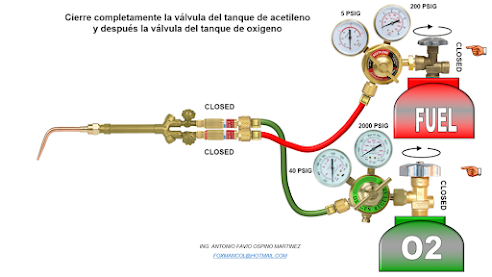
Cierre
primeramente la válvula de oxigeno del soplete y después la de acetileno.


2.
Cierre
la válvula del cilindro de oxigeno y después cierre la válvula de acetileno del
cilindro.
3.
Abra
nuevamente la válvula de acetileno primeramente y, después la válvula de oxigeno
del soplete para bajar la presión de las mangueras.

4.
Cierre
las válvulas de oxigeno y acetileno del soplete y desenrosque las asas de ambos
reguladores hasta que giren libremente.

5.
Proceda
a desmontar el equipo
Ver videos:
1.11.
SOLDADURA PORTATIL CON GAS MAPP
Tiene mucha semejanza con el sistema de
acetileno pero es más compacto y sencillo de operar, esta compuesto con un
tanque que contiene al gas, un regulador y la boquilla. La diferencia radica en
el tipo de flama y su temperatura ( el Mapp alcanza una temperatura

Para el caso de soldadura entre elemento
de cobre y cobre, se emplea la barra de plata tipo Harris. El procedimiento
para soldar cobre es el siguiente:
Tenga a la mano los EEP :

Verifique
que el lugar donde va a soldar este alejado de combustibles, cables eléctricos
y superficies blandas como plásticos, icopor, etc. Si hay elementos de los
anteriores nombrados muy cerca del lugar de soldadura, proteja estos mismos ya
sea con platinas protectoras o refrigeración con agua de estas superficies.
Tener los equipos e insumos requeridos
para el proceso:


Haga
una limpieza previa de los tubos a soldar:

Empape
de fundente las superficies del tubo macho y del tubo hembra que se va a
soldar.

Verificar
que no existan cuerpos u objetos que puedan ser afectados por el calor de la
flama en el proceso; si es así, protéjalos del calor. Verificar que el sitio
donde se realice el proceso tenga buena
ventilación.

Determine la longitud de varilla de aporte
que se va a gastar en la soldadura, y es la distancia perimetral del tubo macho
en cms o mm

Verificando
que la válvula de la boquilla este cerrada, enrosque la boquilla al tanque de
combustible

Establezca
el flujo de nitrógeno en el interior de las uniones a soldar para evitar
escorias en el interior de los mismos de la siguiente forma:




Abra la
válvula de la boquilla y con un encendedor de chispa, encienda el equipo

Verifique
la posición del ensamble ya sea vertical, horizontal u oblicuo de los mismos
para analizar la posición de la flama para soldar.
Realice
un simulacro previo del proceso para verificar posibles inconvenientes con los
movimientos o sus desplazamientos.
Con
la flama del equipo ajustada, proceda de la siguiente forma:




Para otras posiciones de soldadura, tenga
en cuenta hacia donde tiene que fluir el aporte de la varilla y es allí donde
se debe concentrar la flama:



Para tubos en posición horizontal:



Ver video:
Para soldaduras de cobre y aluminio el
procedimiento es el siguiente:
·
El
tubo macho será el de aluminio y se hace traslape al tubo de cobre.
·
Con
un lija u otro elemento de desbaste, limpie a superficie de aluminio que estará
en contacto con la soldadura, con el fin de quitar la alúmina que se forma en
el tubo de aluminio que impide que la soldadura corra o tenga buena adhesión.
·
Adicione
un poco de fundente al tubo de aluminio.
·
Introduzca
el tubo de aluminio dentro del de cobre.
·
Aplique
la flama al tubo de cobre por tener mayor punto de fusión.
·
Realice
el calentamiento y aplique la soldadura de plata.
NOTA: En lo posible, haga circular
nitrógeno gaseoso por el interior de las tuberías o tubos que se van a soldar
para evitar que se forme reacciones del cobre caliente con el oxigeno ambiental
Hay varios tipos de boquilla para trabajar
este tipo de soldaduras:



En
cuanto a los resultados del proceso se pueden obtener los siguientes
resultados:
|
RESULTADO |
CARACTERITICAS |
EVALUACION |
|
|
 Excedente de material de aporte. Baja temperatura de la flama No hay uniformidad en el patrón de
soldadura |
NO
APROBADA |
|
|
 Excedente de material de aporte. No hay uniformidad en el patrón de soldadura. Aunque no hay presencia de poros o
fisuras, hay que mejorar presentación |
NO
APROBADA |
|
|
 No hay excedente de material de
aporte. No hay uniformidad en el patrón de soldadura. No hay presencia de poros o
fisuras |
APROBADA |
|
|
 Excedente de material de aporte. hay uniformidad en el patrón de soldadura. No hay presencia de poros o
fisuras |
APROBADA |
|
|
 No hay excedente de material de aporte. Hay uniformidad en el patrón de soldadura. No hay presencia de poros o
fisuras. Presencia uniforme de filete |
APROBADA CON EXCELENCIA |
1.12.
ACCESORIOS PARA UNIONES SOLDADAS EN TUBERIAS DE COBRE.
Para facilitar la unión de tuberías de
cobre, existen accesorios que facilitan el trabajo, tales como:
1.12.1.
CODOS A 45 GRADOS

1.12.2.
CODOS A 90 GRADOS.

1.12.3.
TEE.

1.12.4.
REDUCCIONES.

1.12.5.
TRAMPAS U,

1.12.6.
UNIONES

1.13.
VARILLAS DE APORTE PARA SOLDADURAS FUERTES
Entre
las mas comunes están las varillas HARRIS, llamadas así por el fabricante entre
estas se distinguen:

1.13.1.
HARRIS 0
Son varillas de aleación de cobre y
fosforo con bajo o ningún porcentaje de plata. Son varillas de bajo coste
unitario, recomendada para la mayoría de uniones cobre – cobre o latón, con
bajo juego entre las piezas a unir, en uniones con expuestas a bajas
vibraciones o movimientos bruscos o excesivos.
También puede emplear este tipo de
varillas en aceros de baja carbono para uniones con bajos requerimientos
mecánicos.
1.13.2.
HARRIS 5
Varillas con porcentaje de 5% de plata y
el resto está compuesto de cobre y fósforo, recomendado para piezas con mayor
juego entre sí y es más ductil que la Harris 0, haciéndola apropiada para
uniones sometidas a vibraciones y movimientos bruscos. En cuanto al costo es
mayor que la Harris 0.
1.13.3.
HARRIS 15
Varillas con porcentaje de 15% de plata y
el resto está compuesto de cobre y fósforo, recomendado para piezas con mayor
juego entre sí y es más ductil que la Harris 0, haciéndola apropiada para
uniones sometidas a vibraciones y movimientos bruscos y expansiones térmicas.
En cuanto al costo es mayor que la Harris 5.
1.14.
FALLAS COMUNES EN LA SOLDADURA CON TRASLAPE
1.14.1.
FALTA DE PENETRACIÓN DEL MATERIAL DE ADICION
Este tipo de falla se observa cuando el
soplete es diseccionado solamente a la unión a ser soldada, no proporcionado un
calentamiento de la región vecina a la misma. Los tubos no calentados
adecuadamente perjudica la acción de capilaridad del material de adición que se
funde solamente donde la llama fue aplicada.
|
|

1.14.2.
OBSTRUCCION DE LA TUBULACION
Esta falla ocurre por uso excesivo de
material de adición y es generalmente acompañada por situaciones de holgura
excesiva entre los tubos, introducción insuficiente entre los tubos o mala
distribución del calor.
|
|

1.14.3.
QUIEBRA, FRAGILIZACIÓIN Y POROSIDAD
Estas tres fallas son generalmente
causadas por el calentamiento excesivo de la tubulación a ser soldada.
|
|

1.14.4.
POCA ADHERENCIA DEL MATERIAL DE APORTE.
Esto es debido a la poca limpieza de las
partes a soldar a algún tipo de contaminación en la junta de unión. Se
recomienda antes de realizar el proceso de soldadura, limpiar bien las juntas ,
que estén libres de grasa u ora sustancia. En lo posible con un papel lija haga
una limpieza de las juntas con una posterior adición de fundente.
1.15.
TENDIDO DE TUBERIAS EN REFRIGERACION
Para el tendido de tuberías tenga en
cuenta las siguientes consideraciones:
·
Escoja
el tipo de tubería adecuado para su sistema, ya sea rígida o flexible.
·
Los
tramos de tuberías deben ser lo mas cortos posibles.
·
Use
el numero minimo de accesorios.
·
Trate
de alinearlas con una pendiente en el sentido de la circulación del fluido
hacia la unidad condensadora en forma que favorezcan el retorno de aceite al
compresor.
·
Las
grapas de sujeción de las tuberías a las paredes debe estar separadas 1 metros
entre si.
·
El
aceite en las tuberías de gas ( descarga o aspiración ) debe ser arrastrado por
velocidad del gas refrigerante.
·
La
tubería de succion debe ir aislada exteriormente.
·
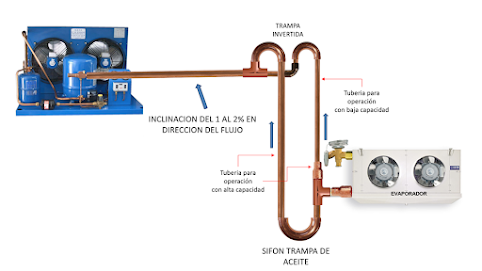
En
las tuberías de gas ( aspiración o descarga ) que sean ascendentes deberán
colocarse sifones distanciados entre si de 3 a 5 metros, a fin de que el aceite
ascendente no pierda su energía potencial en cada parada. La finalizada de este
sifón es la de retener el aceite cerca del compresor en los momentos de reposo;
una vez el sifón esta lleno, la velocidad el refrigerante empuja el aceite
subiéndolo al siguiente sifón , donde se repite el proceso.
Hay que tener en cuenta los efectos de la
velocidad del refrigerante en las tuberías, necesarias para el retorno de
aceite y tener bajas caídas de presión en las mismas, tal como se muestran en
las siguientes graficas:

Si se mantienen altas velocidades de
refrigerante se tendrán altas caídas de presión, por tanto es necesario buscar
ese equilibrio para tener un sistema de tuberías óptimo.
1.15.1.
CAIDA DE PRESION
Se producen debido a los rozamientos del
gas refrigerante con las paredes de las tuberías, provocando un aumento del
volumen especifico del gas refrigerante y por ende una disminución de su
densidad, y como el compresor bombea un volumen constante, la cantidad bombeada
disminuirá con cada caída de presión que se provoque en la línea de aspiración,
dando como resultado una disminución de la capacidad del sistema.
Dicha perdida de presión es directamente
proporcional a la longitud de la tubería e inversamente proporcional al
diámetro interno de la misma. Para conseguir un rendimiento aceptable, se
requiere seleccionar una tubería que ofrezca una perdida de presión menor de 3,5
Psi, 0.25 Bares 20 Kpa
Emplee tablas para estos propósitos.
|
ACCESORIOS |
MAXIMA CAIDA DE PRESION RECOMENDADA EN BARES |
MAXIMA CAIDA DE PRESION RECOMENDADA EN PSI |
|
CONDENSADOR |
1.03 |
15 |
|
EVAPORADOR |
0.68 |
10 |
|
LINEA DE SUCCION |
0.27 |
4 |
|
LINEA MEZCLA |
0.27 |
4 |
|
LINEA DE DESCARGA |
0.41 |
6 |
|
LINEA DE LIQUIDO |
1.03 |
15 |

Despreciando el cambio de energía
potencial y teniendo en cuenta que es el mismo fluido sin cambios de densidad
se tiene que:

Con base en lo expresado anteriormente,
vamos a analizar las siguientes situaciones:








Vemos ahora unos ejercicios de aplicación:
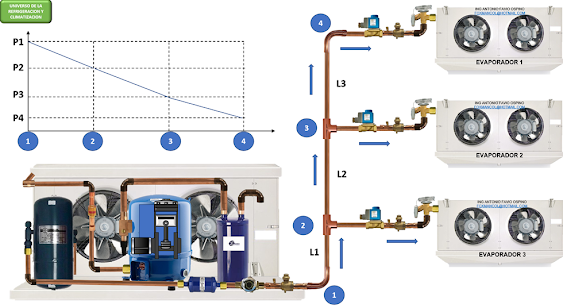
En el caso anterior, vemos que los valores
de presión que llegan a las válvulas son diferentes, el que menos tiene presión
es el evaporador superior o 1 y el que más posee presión es el evaporador
inferior o el 3. Por lo anterior tendrán diferentes cantidades de refrigerantes
cada uno de ellos.

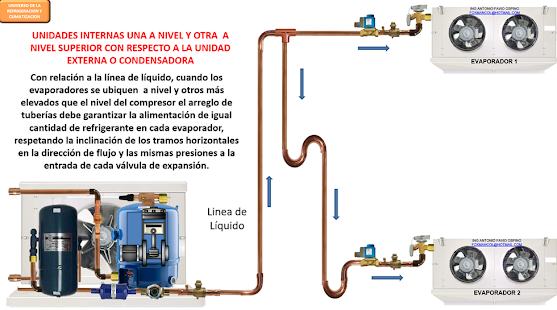
En el caso anterior, vemos que los valores
de presión que llegan a las válvulas de los evaporadores 2 y 3 son iguales ( P3
y P5 ) con lo cual deben llegarles iguales cantidades de flujo de refrigerante,
pero la presión que llega al evaporador superior o 1 es menor ( P4 ) con lo
cual tendrá meno flujo de refrigerante.
Analicemos este último caso:

En el caso anterior, vemos que los valores
de presión que llegan a las válvulas de los evaporadores 1, 2 y 3 son iguales
(P1, P4 y P6 ) con lo cual deben
llegarles iguales cantidades de flujo de refrigerante.
Ver video:
ANALISIS PERDIDAS O CAIDAS DE PRESION EN TUBERIAS DE REFRIGERACION SEGUN EL TRAZADO O CONFIGURACION
1.15.2.
VELOCIDAD DEL GAS Y RETORNO DE ACEITE AL COMPRESOR
Cuando el refrigerante se encuentra en su
estado líquido, el aceite se mezcla con el mismo, arrastrándolo en su
movimiento sin inconvenientes; pero cuando el refrigerante se encuentra en
estado gaseoso, el aceite tiende a separarse del gas y si el mismo no es
arrastrado, no retorna al compresor.
Por lo mencionado anteriormente hay uso
rangos permisibles de velocidades del refrigerante en las distintas tuberías
para mantener condiciones aceptables de eficiencia del sistema, pero que
dependen de:
·
El
refrigerante
·
El
tipo de aceite
·
Tipo
de tubería
·
Accesorios.
·
Temperaturas
de operación del equipo.
·
Capacidad
del equipo.
El diseño de tuberías tiene en cuenta
estos factores para determinar las dimensiones adecuadas y se pueden obtener
por programas establecidos o cálculo con tablas.
En caso de que no tenga ninguna de estas
informaciones o ayudas, puede usar estos valores de referencia:
|
LINEA DE REFERENCIA |
VELOCIDAD RECOMENDADA DE REFRIGERANTE EN MTS/SEG TRAMO VERTICAL |
VELOCIDAD RECOMENDADA DE REFRIGERANTE EN MTS/SEG TRAMO HORIZONTAL |
|
DESCARGA |
8 A 12 |
8 |
|
LIQUIDO |
0.6 A 1.5 |
1 |
|
MEZCLA |
8 A 10 |
8 |
|
SUCCION |
6 A 12 |
6 |
1.15.3.
ARREGLO Y DISTRIBUCION DE LAS TUBERIAS EN SISTEMAS DE REFRIGERACION
El
arreglo de las tuberías en el espacio tiene como objetivos:
•
Mantener las
velocidades adecuadas del refrigerante para asegurar el retorno de aceite del
sistema al cárter del compresor.
•
Velocidades adecuadas
de refrigerante mantienen buenos niveles sonoros en las tuberías.
•
Mantener bajas las
caídas de presión del refrigerante en su flujo en el interior de las tuberías.
•
Minimizar las
pérdidas de carga.
Minimizar costo de
instalación.
Debido
a la complejidad de los sistemas, los hemos divididos en sistemas que posean un
solo evaporador y sistemas que posean más de un evaporador.
Con
relación a los sistemas que tiene un solo evaporador, podemos encontrar las
siguientes situaciones:
1.15.4.
ARREGLOS DE TUBERIAS CUANDO LA UNIDAD INTERNA ESTA A NIVEL INFERIOR CON
RESPECTO A LA UNIDAD EXTERNA

Se presentan las siguientes situaciones:





Cuando los evaporadores se ubiquen por debajo del nivel de ubicación
del compresor, se usan inclinaciones del orden del 1 al 2% en las tuberías
horizontales en la dirección del sentido del flujo de refrigerante; por lo
general para tuberías mayores de 2 mts de longitud .

También se pueden hacer arreglos con doble tubo elevador de succión
ideales para sistemas con cambios de carga o variación de flujo de
refrigerante.
Para el caso que se tengan dos o más evaporadores
conectados con una sola unidad externa, se tiene:


Si se colocan tubos dobles de retorno, se
tiene:

1.15.5.
ARREGLOS DE TUBERIAS CUANDO LA UNIDAD INTERNA ESTA A NIVEL SUPERIOR CON
RESPECTO A LA UNIDAD EXTERNA

Se presentan las siguientes
configuraciones:




1.15.6.
ARREGLOS DE TUBERIAS CUANDO LA UNIDAD INTERNA ESTA A NIVEL CON RESPECTO A LA
UNIDAD EXTERNA

Se presentan las siguientes
configuraciones:


1.15.7.
ARREGLOS DE TUBERIAS CUANDO LAS UNIDADES INTERNAS ESTAN A NIVEL INFERIOR CON
RESPECTO A LA UNIDAD EXTERNA

Se presentan las siguientes situaciones:





1.15.8.
ARREGLOS DE TUBERIAS CUANDO LAS UNIDADES INTERNAS ESTAN A NIVEL SUPERIOR CON
RESPECTO A LA UNIDAD EXTERNA

Se presentan las siguientes situaciones:








1.15.9.
ARREGLOS DE TUBERIAS CUANDO LAS UNIDADES INTERNAS ESTAN AL MISMO NIVEL CON
RESPECTO A LA UNIDAD EXTERNA

Se presentan las siguientes situaciones:



1.15.10.
ARREGLOS DE TUBERIAS CUANDO HAY UNA UNIDAD INTERNA AL MISMO NIVEL Y OTRA A
NIVEL SUPERIOR CON RESPECTO A LA UNIDAD EXTERNA

Se presenta la siguiente situación:

1.15.11.
ARREGLOS DE TUBERIAS CUANDO HAY UNA UNIDAD INTERNA AL MISMO NIVEL Y OTRA A
NIVEL INFERIOR CON RESPECTO A LA UNIDAD EXTERNA

Se tiene la siguiente situación:


1.15.12.
ARREGLOS DE TUBERIAS EN SITUACIONES ESPECIALES






Ver Videos:
RECOMENDACIONES EN LA INSTALACION DE TUBERIAS DE REFRIGERACION EN EQUIPOS CON UN SOLO EVAPORADOR
1.16.
SELECCIÓN DE TUBERIAS
La selección de los diámetros de tubería
ya sea para succión o descarga depende de los siguientes factores:
·
Temperatura
de succión.
·
Temperatura
de descarga.
·
Tipo
de refrigerante.
·
Longitud
de tubería.
·
Accesorios
de la tubería.
·
Longitud
equivalente de tubería.
·
Potencia
frigorífica del sistema.
·
Subenfriamientos
del sistema.
·
Recalentamientos
del sistema.
·
Caídas
de presión.
·
Velocidades
del refrigerante.
Pare ello, se emplean programas para
calcular el diámetro requerido de la tubería para esa línea tales como el
Coolpack, Coolselector, Genetron, etc.




Ahora seleccione componentes en especial con sus dimensiones de tuberías de conexión:



Establecemos
los diámetros posibles de las tuberías de succión y liquido con base en las
dimensiones de entrada y salida de unidad condensadora, evaporador y válvula de
expansión.


Determine el diámetro ideal de la tubería de succión con base en el programa de Coolselector, incluyendo los accesorios de la tubería. Tenga en cuenta que la caída de presión total no supere el valor de caída de presión de diseño ( para el caso 3 Psig ).
He aquí los
resultados:

Determine el
diámetro ideal de la tubería de líquido con base en el programa de
Coolselector, incluyendo los accesorios de la tubería. Tenga en cuenta que la
caída de presión total no supere el valor de caída de presión de diseño ( para
el caso 8 Psig )

Ver video:
Aunque su selección depende mucho de los
elementos a emplear, en especial, las tuberías de entrada y salidas del
compresor, condensador y evaporador, surge un caso especial cuando hay unidades
divididas, o sea, que la unidad condensadora ( compresor mas condensador ) va
separada de la manejadora ( evaporador ); cuanto más lejos esté una de la otra,
habrá caídas de presión importante en el sistema que tienen que ser compensadas
con el diámetro de la tubería que une ambas estructuras. Para determinar los
diámetros recomendados, se puede seguir la siguiente tabla:
CUADRO . Diámetro de tubería en pulgadas
para separación en metros entre la manejadora y la condensadora.
|
CAPACIDAD SISTEMA EN T.R. |
DISTANCIA EN
METROS ENTRE CONDENSADORA Y MANEJADORA |
|||||||||||
|
0 - 8 |
9 - 15 |
16 - 22 |
23 - 30 |
31 - 38 |
39 - 46 |
|||||||
|
SUC |
LIQ |
SUC |
LIQ |
SUC |
LIQ |
SUC |
LIQ |
SUC |
LIQ |
SUC |
LIQ |
|
|
1 ½ |
5/8 |
¼ |
¾ |
3/8 |
¾ |
3/8 |
¾ |
3/8 |
¾ |
3/8 |
7/8 |
½ |
|
2 |
¾ |
3/8 |
¾ |
3/8 |
¾ |
3/8 |
7/8 |
½ |
7/8 |
½ |
7/8 |
½ |
|
2 ½ |
¾ |
3/8 |
¾ |
3/8 |
7/8 |
½ |
7/8 |
½ |
7/8 |
½ |
1 1/8 |
½ |
|
3 |
¾ |
3/8 |
¾ |
3/8 |
7/8 |
½ |
1 1/8 |
½ |
1 1/8 |
½ |
1 1/8 |
½ |
|
3 ½ |
¾ |
3/8 |
7/8 |
3/8 |
1 1/8 |
½ |
1 1/8 |
½ |
1 1/8 |
½ |
1 1/8 |
5/8 |
|
4 |
7/8 |
3/8 |
1 1/8 |
3/8 |
1 1/8 |
½ |
1 1/8 |
½ |
1 1/8 |
5/8 |
1 3/8 |
5/8 |
|
5 |
7/8 |
3/8 |
1 1/8 |
3/8 |
1 1/8 |
½ |
1 1/8 |
½ |
1 3/8 |
5/8 |
1 3/8 |
5/8 |
|
7 ½ |
1 1/8 |
½ |
1 1/8 |
½ |
1 3/8 |
½ |
1 3/8 |
5/8 |
1 3/8 |
5/8 |
1 5/8 |
5/8 |
|
10 |
1 1/8 |
1/2 |
1 1/8 |
1/2 |
1 3/8 |
5/8 |
1 3/8 |
5/8 |
1 5/8 |
5/8 |
1 5/8 |
7/8 |
1.17.
HERRAMIENTAS, EQUIPOS E INSTRUMENTACION DE USO COMUN EN LAS TAREAS DE REFRIGERACION
Tenga
en cuenta las siguientes herramientas muy útiles en los trabajos de
refrigeración y climatización:
1.17.1.
HERRAMIENTAS ELECTRICAS
Entre
las mas usadas están los taladros y pulidoras. Los taladros poseen varias
velocidades, inversión de giro y selección del modo de operación ya sea para
concreto u otro material.

Para las brocas, es requerido saber que
son diferentes dependiendo del material que se desee perforar y del tamaño del
orificio que se desea:



Si se desean orificios más grandes, se
encuentran las brocas circulares o corona, para los diferentes materiales:

|
|
|

Si se desean pulir superficies, empleando
el taladro, use gratas para esta operación:

En el caso de pulidoras, están emplean
discos ya sean de corte o discos de pulido para sus diferentes operaciones

|
|
|
1.17.2.
HERRAMIENTAS MANUALES
Entre las herramientas manuales mas usadas
están:

























1.17.3.
EQUIPOS E INSTRUMENTACION
Entre los equipos e instrumentación
requeridos están:









Ver video:
HERRAMIENTAS, EQUIPOS E INSTRUMENTACION REQUERIDOS PARA TECNICOS EN REFRIGERACION Y CLIMATIZACION

No hay comentarios:
Publicar un comentario
Nota: solo los miembros de este blog pueden publicar comentarios.